Warum die Lebensdauer von Leistungsmodulen von der Verbindungstechnik abhängt
Leistungsmodule für die Automobilindustrie und andere Hochleistungsanwendungen sind anspruchsvollen Betriebsprofilen ausgesetzt. Die Zuverlässigkeitsanforderungen können bis zu eine Million Lastzyklen (Power Cycles), mehr als 15 Jahre Lebensdauer sowie Betriebstemperaturen von -40 °C bis 175–200 °C umfassen. Diese Anforderungen belasten jede Materialgrenzfläche innerhalb des Moduls erheblich.
Einer der Hauptfaktoren ist die unterschiedliche thermische Ausdehnung der verwendeten Materialien (Coefficient of Thermal Expansion, CTE). Leistungsmodule kombinieren Materialien wie Halbleiter, Kupfer, Keramiken, Chip-Befestigungsschichten, Substrat-Befestigungsschichten und Vergussmaterialien. Während des Power Cyclings dehnen sich diese Materialien unterschiedlich stark aus und ziehen sich unterschiedlich stark zusammen. Die daraus resultierenden mechanischen Spannungen konzentrieren sich an Grenzflächen wie Chip-Befestigung, Substrat-Befestigung, Vergussmasse und der Oberseitenkontaktierung.
Für die Leistungselektronik der Zukunft bedeutet dies, dass die Chip-Oberseiten-Kontaktierung weit mehr als nur ein elektrischer Leitpfad ist. Sie muss über die vorgesehene Lebensdauer des Moduls hinweg auch nach tausenden thermischen Zyklen und hunderttausenden Power Cycles mechanisch robust und zuverlässig bleiben.
Versuchsaufbau: Drei Lösungen zur Chip-Oberseiten-Kontaktierung im Vergleich
Um diese Herausforderung zu bewerten, hat Heraeus Electronics in Zusammenarbeit mit der HAW Kiel verschiedene Lösungen zur Chip-Oberseiten-Kontaktierung untersucht. Die Studie umfasste die Musterfertigung, elektrothermische Simulationen, Messungen der Stromtragfähigkeit, Power-Cycling-Tests sowie Analysen mittels Rasterelektronenmikroskopie (SEM) nach dem Power Cycling.
Der Vergleich konzentrierte sich auf drei Lösungen:
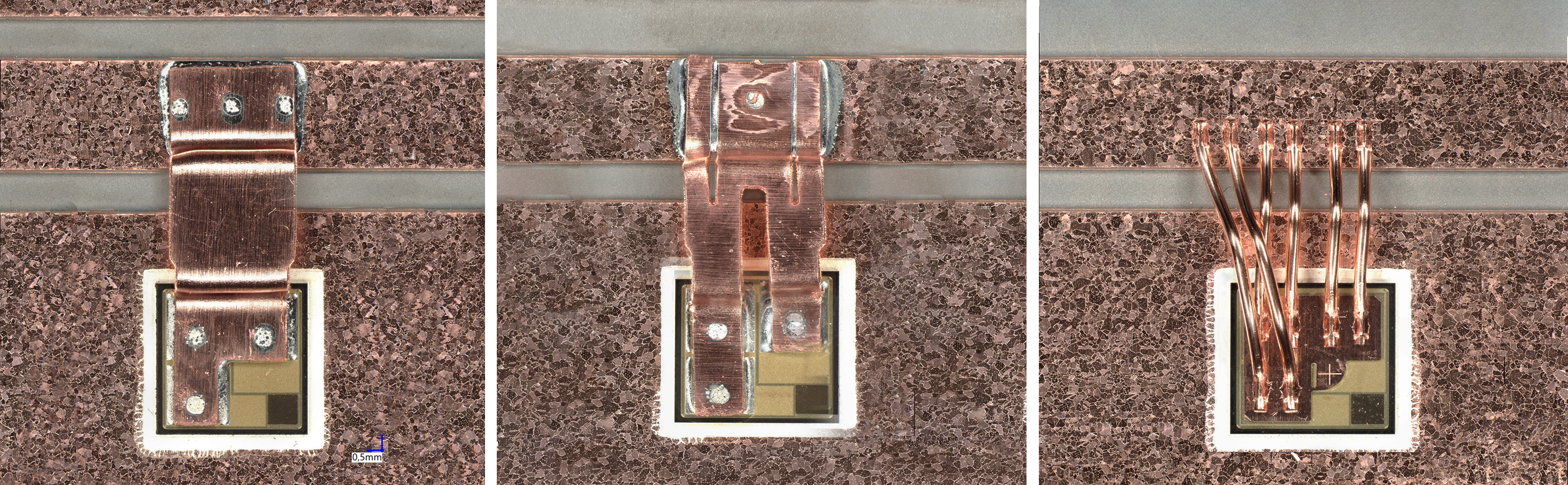
- Clip Standard: Ein SiC-Chip wurde mit der Sinterpaste mAgic® PE340 auf ein AMB-Keramiksubstrat gesintert. Der Clip wurde mit der Microbond SMT645 Lotpaste gelötet; die Reflow-Lotdicke betrug 60 µm, die Clip-Dicke 200 µm.
- Clip Stress Relief: Dieses Design basierte auf demselben Materialkonzept: ein mit mAgic® PE340 gesinterter SiC-Chip und ein mit Microbond SMT645 gelöteter Clip. Die Clip-Geometrie wurde jedoch so angepasst, dass die mechanische Spannung gegenüber dem Standard-Clip reduziert wird.
- Die Top System (DTS®): Beim DTS®-Aufbau wurden Chip, DTS® und Bodenplatte in einem einstufigen Sinterprozess verbunden. Der SiC-Chip wurde mit mAgic® PE340 gesintert, mit einer 20-µm-Sinterschicht und sechs 400-µm-Kupferdrähten. Das DTS® wurde mit einer speziell für dieses System entwickelten Paste gesintert.
Alle drei Muster wurden mit vergleichbaren Querschnitten ausgelegt, um eine vergleichbare Stromtragfähigkeit sicherzustellen.
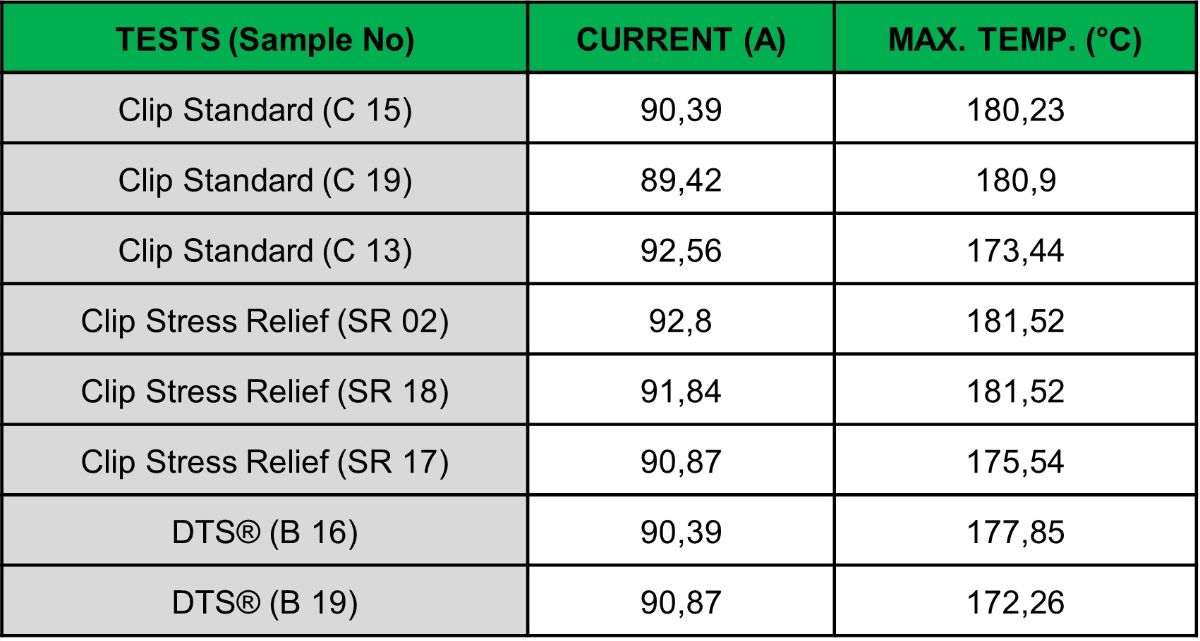
Stromtragfähigkeit: Eine vergleichbare Ausgangsbasis
Die Messungen zeigten, dass alle drei Technologien eine vergleichbare Stromtragfähigkeit aufweisen und keine signifikanten Unterschiede hinsichtlich der maximalen Temperatur des Halbleiters bestehen. Unter den getesteten Bedingungen konnten sowohl die Clip-basierten Lösungen als auch das DTS® Ströme in einem ähnlichen Bereich führen, ohne thermische Nachteile auf Chipebene zu verursachen.
Die thermischen Simulationen bestätigten die Messergebnisse. Bei gleicher Leistung zeigten Clip Standard, Clip Stress Relief und DTS® sehr ähnliche Maximaltemperaturen und Temperaturverteilungen. Die Temperatur der Oberseitenkontaktierung lag bei allen drei Technologien unter der Chip-Temperatur, und bis zu einem Strom von 90 A wurde weder beim Clip noch bei den Bonddrähten eine signifikante ohmsche Erwärmung beobachtet.
Dieses Ergebnis fokussiert die technische Diskussion: Wenn Stromtragfähigkeit und thermisches Verhalten vergleichbar sind, lautet die entscheidende Frage, welche Technologie wiederkehrenden thermo-mechanischen Belastungen über einen längeren Zeitraum standhalten kann.
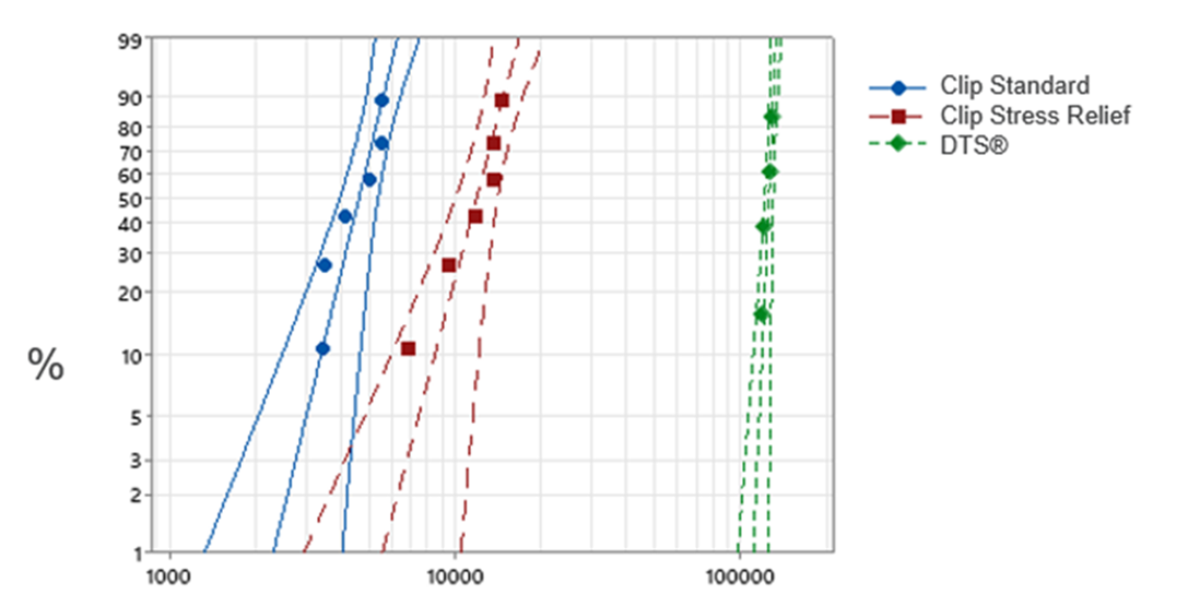
Power Cycling: Der Lebensdauervorteil wird sichtbar
Der Power-Cycling-Test wurde mit Tmax = 160 °C, Tmin = 40 °C, dT = 120 K und ton/toff = 2 s / 4 s durchgeführt. Unter diesen Bedingungen zeigten die verschiedenen Technologien deutlich unterschiedliches Lebensdauerverhalten:
- Der Standard-Clip erreichte die geringste Lebensdauer mit durchschnittlich etwa 4.500 Zyklen.
- Der Stress-Relief-Clip verbesserte das Ergebnis auf rund 9.000 Zyklen und verdoppelte damit die Lebensdauer gegenüber dem Standard-Clip.
- DTS® erreichte 100.000 Zyklen und zeigte in diesem Vergleichstest eine etwa zehnfach längere Lebensdauer als die Clip-basierten Lösungen.
Dieser deutliche Leistungsunterschied resultiert nicht aus einer höheren Stromtragfähigkeit oder einer niedrigeren maximalen Chiptemperatur. Ausschlaggebend ist vielmehr, wie die jeweilige Oberseitenkontaktierung die mechanische Belastung während wiederholter Power Cycles bewältigt. Für Entwickler:innen von Leistungsmodulen ist dieser Unterschied von großer Bedeutung. Mit steigenden Betriebstemperaturen und höherer Leistungsdichte kann die Robustheit der Verbindungstechnik zum limitierenden Faktor für die Lebensdauer werden.
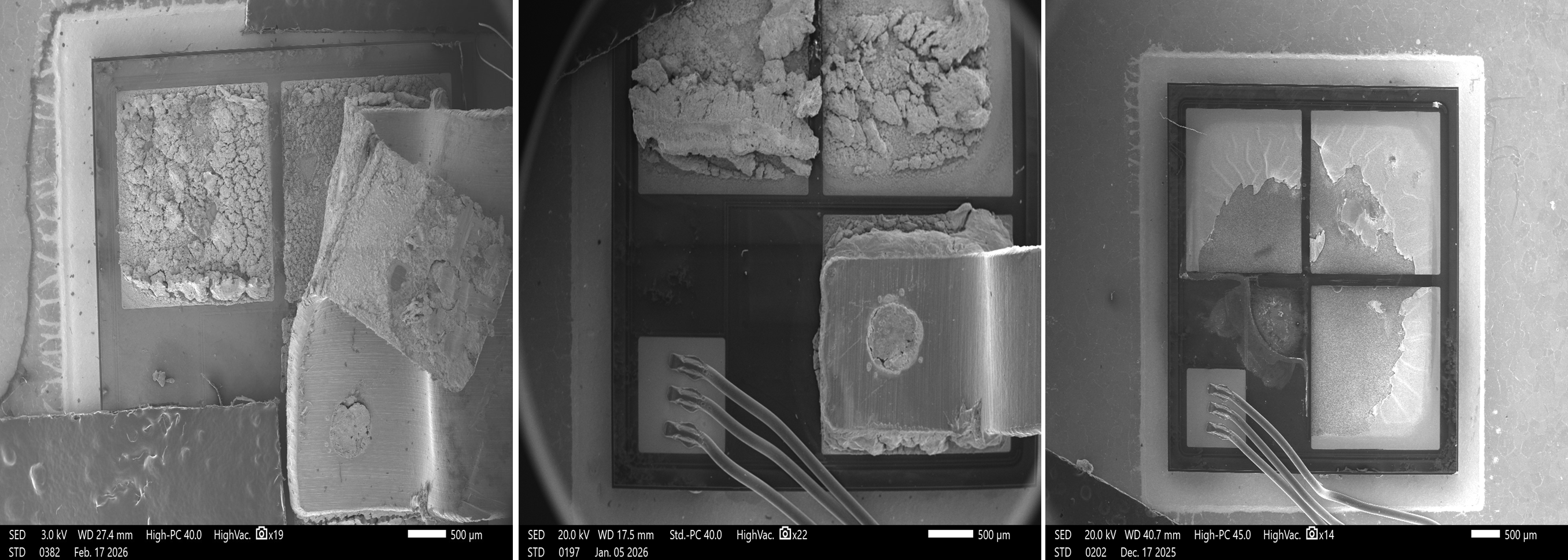
REM-Analyse: Verstädnis der Ausfallmechanismen
Die Analyse mittels Rasterelektronenmikroskopie (REM) nach dem Power Cycling lieferte weitere Erkenntnisse zum Ausfallverhalten. Bei beiden Clip-basierten Technologien zeigte die End-of-Life-Analyse eine Degradation der SMT645-Lotschicht. Diese Degradation wurde beim Standard-Clip nach etwa 4.500 Zyklen und beim Stress-Relief-Clip nach etwa 9.000 Zyklen beobachtet.
Beim DTS®-Muster zeigte die End-of-Life-Analyse nach 100.000 Zyklen eine Delamination der Chipmetallisierung. Das weist auf einen anderen Ausfallmechanismus hin und stützt die Schlussfolgerung, dass das DTS®-Kontaktierungskonzept unter den getesteten Bedingungen einen äußerst robusten Ansatz darstellt.
In der Praxis zeigen die Ergebnisse: Eine höhere Zuverlässigkeit der Chip-Oberseiten-Kontaktierung lässt sich nicht allein durch eine Anpassung der Clip-Geometrie erreichen. Ein Stress-Relief-Clip kann die mechanische Belastung reduzieren und die Lebensdauer gegenüber einem Standard-Clip verbessern. DTS® geht jedoch einen Schritt weiter, indem das Verbindungskonzept selbst verändert wird und die gelötete Clip-Schnittstelle durch ein gesintertes Die Top System in Kombination mit flexiblen Bonddrähten ersetzt wird.
Warum DTS® für zukünftige Hochleistungs-Leistungselektronik relevant ist
Der Vergleich zeigt, dass DTS® eine deutlich höhere Lebensdauer im Power Cycling erzielt als gelötete Clip-basierte Lösungen bei gleichzeitig vergleichbarer Stromtragfähigkeit. Damit ist die Technologie besonders relevant für zukünftige SiC-basierte Leistungselektronik mit höherer Leistungsdichte, höheren Spannungen und erhöhten Betriebstemperaturen.
Aus technischer Sicht liegt der wesentliche Vorteil in der Kombination aus hoher Stromdichte und verbesserter Zuverlässigkeit auf Systemebene. DTS® nutzt eine gesinterte Oberseiten-Struktur mit Kupferdrahtverbindungen und ermöglicht damit ein robustes Oberseitenkontaktierungskonzept für anspruchsvolle Leistungsmodul-Designs.
Eine höhere Stromdichte könnte grundsätzlich auch durch eine größere Anzahl an Bonddrähten oder durch dickere Clips erreicht werden. Eine Erhöhung der Clip-Dicke würde jedoch gleichzeitig die thermo-mechanische Belastung erhöhen und könnte sich negativ auf die Langzeitzuverlässigkeit auswirken.
Da zukünftige Leistungsmodule ihre thermischen und elektrischen Belastungsgrenzen immer weiter verschieben, gewinnt die Robustheit der Verbindungstechnologie zunehmend an Bedeutung. DTS® adressiert genau diese Herausforderung, indem die Lebensdauer der Oberseitenkontaktierung selbst in den Mittelpunkt gestellt wird.
Ausblick: Erweiterung des Vergleichs
Die Studie liefert eine fundierte Grundlage für die Bewertung von Zuverlässigkeit und Stromtragfähigkeit von DTS® im Vergleich zu gelöteten Clip-Lösungen. Ein direkter Vergleich zwischen gesinterten Clip-Designs und DTS® mit Kupferdraht-Kontaktierung wurde bislang jedoch noch nicht untersucht.
Um diese Lücke zu schließen, wurde ein gemeinsames Projekt mit ECPE (European Center for Power Electronics) unter der Leitung der HAW Kiel initiiert. In diesem Projekt werden gesinterte und bleigelötete Clip-Konzepte mit DTS® verglichen. Gleichzeitig werden die Auswirkungen unterschiedlicher Clip-Designs und Clip-Dicken auf die Stromtragfähigkeit, die thermo-mechanische Belastung sowie die Zuverlässigkeit im Power Cycling untersucht.
Mit weiter steigender Leistungsdichte und höheren Betriebstemperaturen bleibt die Zuverlässigkeit der Verbindungstechnik ein Schlüsselfaktor für eine längere Lebensdauer von Modulen und robustere Leistungselektronik.

- copper.jpg)